Bitte
Bilder zum Vergößern anklicken
Die Anfertigung einer Chronometerfeder wurde schon oft
beschrieben. Die wenigsten allerdings haben sich daran gemacht, tatsächlich eine solche
Feder herzustellen. Der Abschreckungseffekt ist einfach zu groß. Es verhält sich
ähnlich wie mit der sagenhaften "1. Million"! Wer die geschafft
hat...... Und so ist jedes neue Projekt ein neues Abenteuer, bei dem die Entwicklung
eigener Techniken und die Anwendung immer neuer Tricks unabdingbar ist, was meine
nachfolgenden Hinweise und Anmerkungen rechtfertigt.
Voraussetzung: Das beschädigte, unbrauchbare Stück ist
noch vorhanden. Die Originalfeder im vorliegenden Fall ist von besonderer Bauart, indem
der sonst übliche Befestigungswinkel fehlt, was den Nachbau vereinfacht. Der federnde
Teil der Feder wird einfach unter eine am Federkloben festzuschraubende Lasche geschoben.
Nach Bestimmung der richtigen Lage der Ruhefläche wird die Lasche festgeschraubt und das
unter der Lasche befindliche Federende durch einen Stift gesichert.

- Von grundlegender Wichtigkeit ist die Auswahl eines
geeigneten Werkstoffs. Man darf grundsätzlich nur "definierte" Stähle
verwenden, im vorliegenden Fall 20 AP. Die zu leistende Arbeit ist viel zu wertvoll, um am
Ende ein ungenügendes Ergebnis vorliegen zu haben, selbst wenn die fertigen Feder
äußerlich perfekt ansieht.
.
- Aus einer möglichst genau und winkelrecht vorgefrästen
Stahlplatte (Walzrichtung beachten) Stäbchen (gew. 30 x 4,5 x 2,0 mm) freihändig sägen
(Hartmetallsägeblatt auf
 Dorn,
Sägetischchen, Schaublin 70), Sägeflächen nachfräsen und fein schleifen. Dorn,
Sägetischchen, Schaublin 70), Sägeflächen nachfräsen und fein schleifen.
.
Es ist Uhrmacherbrauch, grundsätzlich mehrere gleiche Rohlinge
vorzubereiten.
.
- Eines der Stäbchen als Träger herrichten. An den Enden
vorbohren und je ein Gewinde (gew. M 1,4) einschneiden. Bei den übrigen Stäbchen die zum
Träger passenden Schraubenlöcher bohren.
.
- Bohren des Lochs, das später der Aufnahme des Ruhesteins
dienen wird. Position des Lochs auf dem eingespannten Träger nach Maßgabe des Originals
einstellen und Loch bohren (Pointiermaschine Aubert mit Präzisionsspanner Röhm).
Einspannung und Zentrierung nicht verändern, Rohlinge nacheinander auf den eingespannten
Träger aufschrauben und bohren (0,5 mm).
Abbildung 1
- Rohlinge Loch (Ruhestein) über Loch zusammen einspannen,
ausrichten und auf der dem Ruhesteinloch gegenüberliegenden Längsseite u-förmig
ausfräsen (Pointiermaschine Aubert mit Präzisionsspanner).
Der Purist wird einwenden, daß auf
einer Pointiermaschine nicht gefräst werden sollte. Diese Meinung ist zwar grundsätzlich
richtig. Bei entsprechend vorsichtigem Vorgehen sollte die Maschine jedoch keinen Schaden
nehmen.
Mehrere Rohlinge zusammen einzuspannen
um sie gemeinsam zu bearbeiten ist zwar ein Risiko beim Ausrichten, erleichtert jedoch das
Einspannen der doch schon ziemlich kleinen Werkstücke.
 Umspannen
und gegenüberliegende Längsseite nach Augenmaß vorfräsen (Pointiermaschine Aubert mit
Präzisionsspanner). Umspannen
und gegenüberliegende Längsseite nach Augenmaß vorfräsen (Pointiermaschine Aubert mit
Präzisionsspanner).
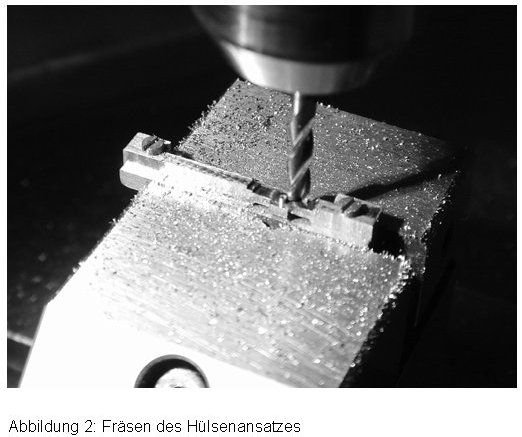
.- Träger erneut einspannen(Pointiermaschine Aubert mit
Präzisionsspanner) und über dem für den Ruhestein vorgesehenen Loch zentrieren.
Rohlinge nacheinander mit dem Träger verschrauben. Einen Kreisring mit einem
Innendurchmesser von wenig mehr als dem äußeren Fertigmaß der Ruhesteinhalterung (gew.
0,8 mm) und einer Tiefe nach Augenmaß (Endgültige Breite der fertigen Feder 0,9 mm)
ausfräsen (Hartmetallfräser ca. 2,5 mm).
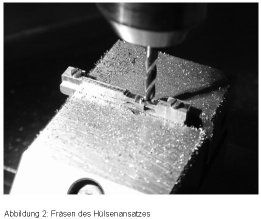
Abbildung 2
- Umspannen, - jetzt muß aber neu zentriert werden - , und
gegenüberliegende Seite gleichartig bearbeiten, aber beachten, daß Material für die
Ausarbeitung des Lagerbocks für die Goldfeder gebraucht wird.
.
- Die Ober- und Unterseiten der Feder unter Belassung der
Verschraubungen auf das unter OZ 7 und 8 vorgegebene Maß abfräsen (Hartmetallfräser ca.
2,5 mm).
Die Stäbchen, jetzt einem
(einseitigen) Hundeknochen nicht unähnlich, sollten nun einen Querschnitt von ca. 1,0 x
1,2 – 1,4 mm aufweisen. .
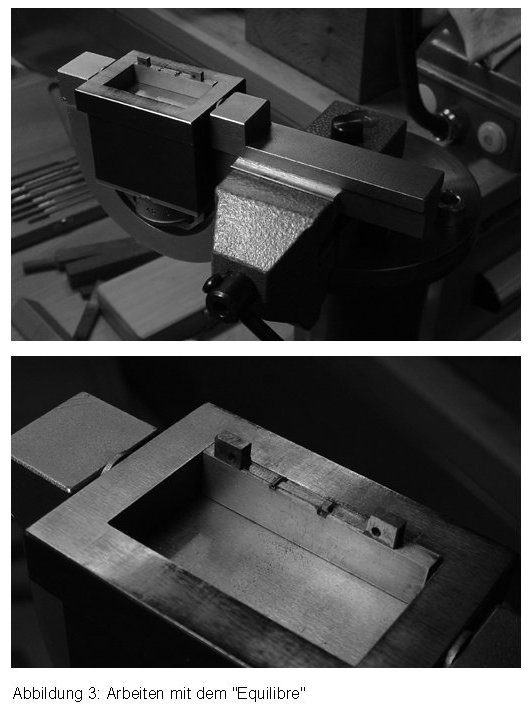
 Federinnenseite
fertig befeilen (Equilibre) einschließlich der dort befindlichen Seite der jetzt
entstehenden Ruhesteinhülse. Federinnenseite
fertig befeilen (Equilibre) einschließlich der dort befindlichen Seite der jetzt
entstehenden Ruhesteinhülse.
Abbildung 3
Die Rundung der Hülsenhälfte
entsteht durch Variation der Tiefenverstellung des Equilibretopfes kombiniert mit
einseitig auf dem Rand des Equilibre aufgelegter und geführter Feile, deren Verkantung
von ganz flach bis ganz steil je nach Bedarf variiert wird. Auf diese Weise läßt sich
das Fertigmaß der Hülse unter Bezug auf die unter OZ 7 ausgeführten Vorarbeiten ganz
genau und ohne Verrundungen herstellen.
- Vier neue Träger, längliche, hochkant zu benutzende und in
den Equilibretopf passende Messingstege ( gew. ca. 30 x 10 x 2,5 mm) vorbereiten. Ersten
Träger mit Aussparung für die Hülsenhälfte der Federinnenseite, zweiten Träger mit
Aussparungen für die Hülsenhälfte der Federaußenseite und den Lagerbock versehen.
.
- Feder auf ihrer Innenseite auflacken (erster Träger,
Sekundenkleber). Außenfläche der Feder fertig befeilen, d. h. zweite Hälfte der Hülse
für den Ruhestein fertig bearbeiten, Lagerbock für die Befestigung der Goldfeder
herausmodellieren, Federsteg auf Fertigmaß bringen und federnden Teil der Feder auf das
Maß des Federsteges bringen (Equilibre).
.
- Im aufgelackten Zustand einspannen und eine
Federlängsseite, einschließlich Entfernen der jetzt überstehenden Hülse, glatt
fräsen.
.
Die auf der einen Seite überstehende Hülse diente nur als
Feilhife.
.
- Im aufgelackten und eingespannten Zustand (Aubert) Kernloch
für das Gewinde der Befestigungsschraube der Goldfeder auf dem Lagerbock, von Mitte
Hülse ausgehend,
 ausmessen
und bohren (0,3 mm Kernloch). ausmessen
und bohren (0,3 mm Kernloch).
- Ablacken (EthylMethylKeton) und Verschraubungshilfen
entfernen.
.
- Feder auf ihrer Außenseite auflacken (zweiter Träger,
Sekundenkleber). Freihändig Unter- bzw. Innenseite des Lagerbocks für die Goldfeder
ausarbeiten. (Schaublin 70, Dorn mit Harmetallsägeblatt 0,5 mm, Sägetischchen).
.
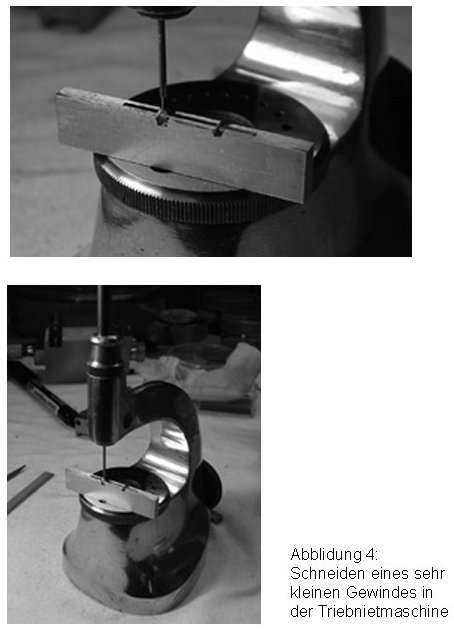
- Umlacken und das Gewinde für die Befestigungsschraube der
Goldfeder (Gewinde 0,4 mm) schneiden. (Triebnietmaschine mittels in passendem Punzen
eingelacktem Gewindebohrer).
Abbildung 4
.
- Bearbeiten der restlichen zwei unter OZ 11 hergestellten
Träger zur Fertigstellung der Federschmalseiten. Längsschmalseiten der Träger mittig
schlitzen, ca. 0,8 mm. Anbringen je einer Bohrung zur Aufnahme der Hülse und des
Goldfeder – Bocks. Anbringen von Aussparungen für notwendige Feilarbeiten auf der
Feder- Ober- und Unterseite.
Mehr ins Detail gehende Beschreibungen
von Arbeitsschritten können von diesem Bearbeitungsstand der Feder nicht mehr gemacht
werden.
- Feder vor dem Härten in Handarbeit mit Hilfe der unter OZ
17 hergestellten Halterungen möglichst weitgehend fertigstellen (Equilibre).
.
- Anfertigen eines möglichst dünnwandigen (0,10 mm
Wandstärke) Stahlröhrchens (Durchmesser ca. 3,5 mm), entsprechend der Länge der Feder
mit reichlich Übermaß und gelochtem Boden sowie gelochtem Deckel.
.
- Feder mittig in das Röhrchen einführen und mit mehlfein
gemahlenem "acidum boricum" auffüllen, außen leicht mit Bindedraht
(unlackiert) sichern und Henkel anformen. Kristallwasser durch langsames Erwärmen mit
Gasflamme (Microtorch) von der Mitte des Röhrchens ausgehend austreiben. Danach in
weicher , milder Flamme glühen (nicht zu kurz) und in Wasser abschrecken. Durch Auskochen
"acidum boricum" auflösen. Feder auf feinster Messing- oder Eisenfeile blau
anlassen.
.
- Schleifen und polieren unter Verwendung der früher
vorbereiteten Träger oder auf Flaschenkorken (erspart das Auf- und Ablacken, erfordert
aber Übung) nach Gutdünken und Erfahrung.
.
- Nochmals bläuen und fertig schleifen (Federinnenseite),
bzw. polieren (Federaußenseite).
.
Hinweis: Beim Polieren von Hand ist immer die Gefahr des
Verrundens der Kanten gegeben! Vielleicht entschließt man sich zugunsten planerer
Flächen, auf das Polieren zu verzichten und sich mit einem feinem Schliff zufrieden zu
geben.
Nachwort: Da die neu anzufertigende Feder sehr klein und
zart ist, bedarf es nur schon aus Gründen der sicheren Einspannung und Handhabung
allerlei ergänzender Vorrichtungen, die zusätzlich anzufertigen sind, und eines
beachtlichen Aufwandes an Maschinen und Werkzeugen.
Wie eingangs gesagt wird in der Literatur die Herstellung
einer Chronometerfeder zwar wiederholt beschrieben (z. B. Helwig), dennoch kann bei der
eigenen Arbeit die ausführlichste fremde Beschreibung immer nur Anhalt sein und im besten
Fall Ideen liefern. Jeder muß die zu seinen "feinmotorischen" Fähigkeiten
passenden Arbeitsabläufe selbst herausfinden.
Die Herstellung von Chronometerfedern war, wie die
Herstellung manch anderer Uhrenbestandteile auch, Arbeit von Spezialisten, die uns schon
alleine wegen ihrer Ausstattung mit Vorrichtungen und Werkzeugen weit voraus waren.
Aufgrund ihrer Erfahrung konnten diese Meister natürlich nicht nur wesentlich schneller
und besser arbeiten, sondern haben in der Regel auch bessere Ergebnisse abgeliefert.
Da solche Spezialisten heute praktisch ausgestorben sind,
sind wir auf uns selbst gestellt und dürfen, mit der nötigen Geduld und Ausdauer
ausgestattet, für uns in Anspruch nehmen, vor keiner Herausforderung zurückschrecken zu
müssen.
Hermann Sacher April 2001
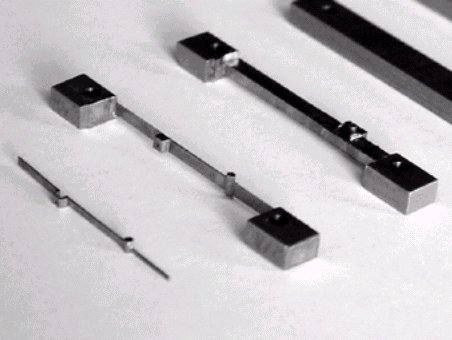
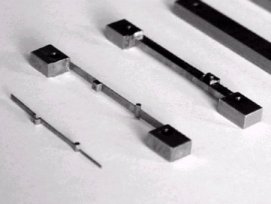
Die Abbildung zeigt rechts oben das als Träger dienende
Stäbchen, nach links die Feder in drei Bearbeitungsstufen.
|